以下是:螺旋管防腐钢管源头厂源头货的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
螺旋管防腐钢管源头厂源头货,钢兴钢管
有限公司为您提供螺旋管防腐钢管源头厂源头货产品案例,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,发货地:沧州风化店乡后枣园工业区发货到河北省 唐山市 路南区、路北区、古冶区、丰南区、丰润区、曹妃甸区、滦县、滦南县、乐亭县、迁西县、玉田县、遵化市、迁安市。 河北省,唐山市 唐山市,简称“唐”,河北省辖地级市,位于河北东部、华北平原东北部,南临渤海,北依燕山,毗邻京津,地处华北与东北通道的咽喉要地,介于东经117°31′-119°19′,北纬38°55′-40°28′之间,总面积为13472平方千米。截至2022年10月,唐山市下辖7个市辖区、3个县级市、4个县。截至2022年末,唐山市常住人口770.60万人。
一分钟的时间,对于了解我们的螺旋管防腐钢管源头厂源头货产品来说足够了。从产品的外观到内在,从功能到性能,视频将为您展现产品的每一个细节和特性。
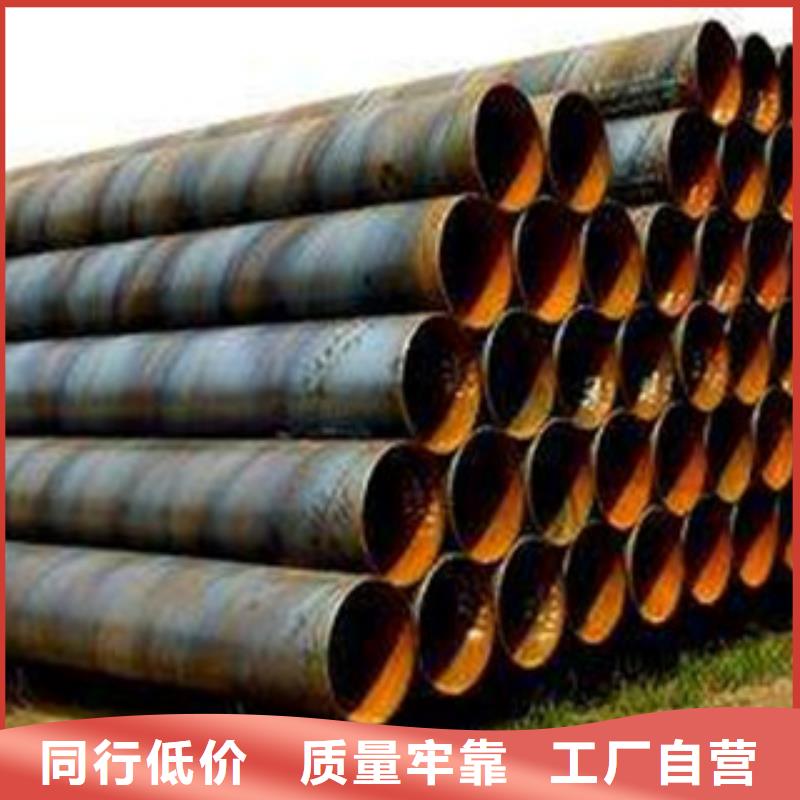
以下是:螺旋管防腐钢管源头厂源头货的图文介绍

钢兴钢管
有限公司本着精益求精,止与至善的原则,为客户提供的产品,的服务,合理的价格为宗旨。我们深信我们的真诚、真心一定会赢得你的信任。我们期待与您合作!



焊缝处理:如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。
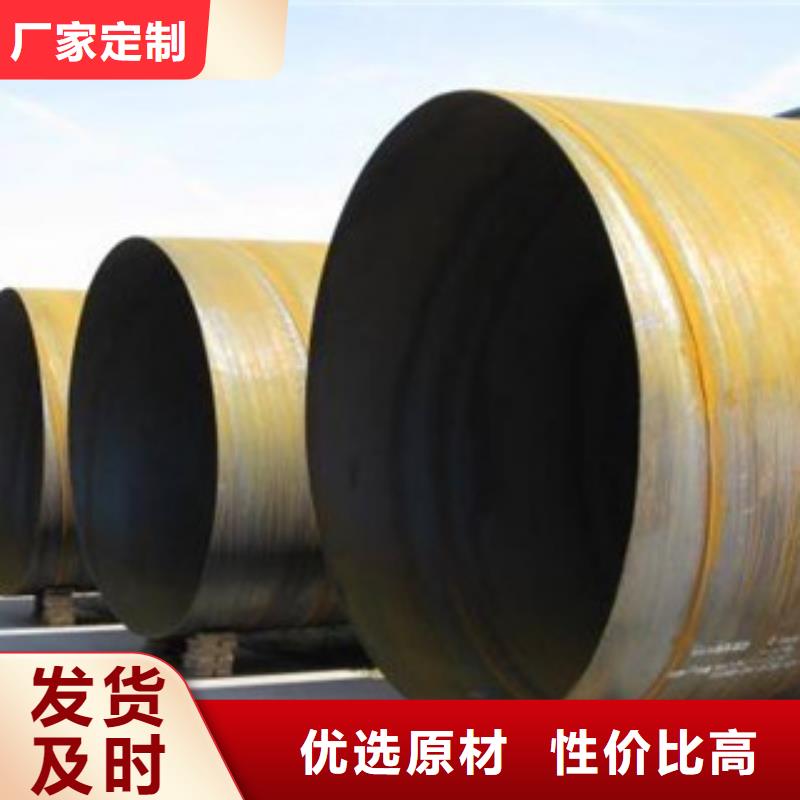
受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的技术措施,以防试验过程中发生事故。



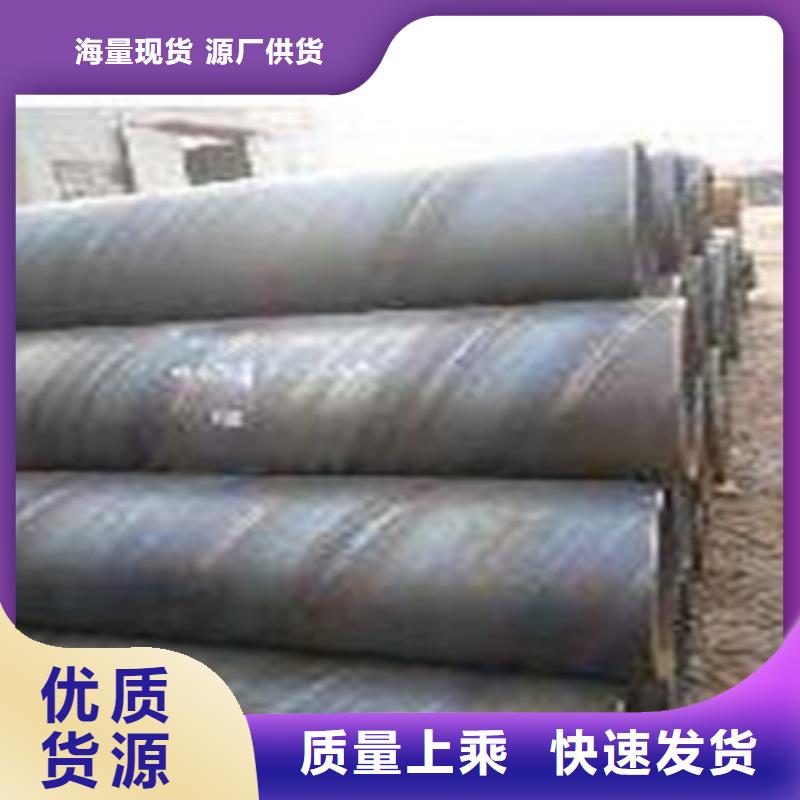
螺旋焊管与直缝焊管技术特性做一个简单的比较:材料的冶金性能:直缝埋弧焊管是用钢板生产的,而螺旋焊管是用热轧卷板生产的。热轧带钢机组轧制工艺具有一系列的优点,具有获得生产优质管线钢的冶金工艺能力。例如,在输出台架上装有水冷却系统以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性。但这一系统在钢板生产厂基本没有。卷板的合金含量(碳当量)往往低于相似等级的钢板,这也提高了螺旋焊管的可焊性。
更需要说明的是,由于螺旋焊管的卷板轧制方向不是垂直钢管轴线方向(其夹解取决于钢管的螺旋角),而直缝钢管的钢板轧制方向垂直于钢管轴线方向,因而,螺旋焊管材料的抗裂性能优于直缝钢管。


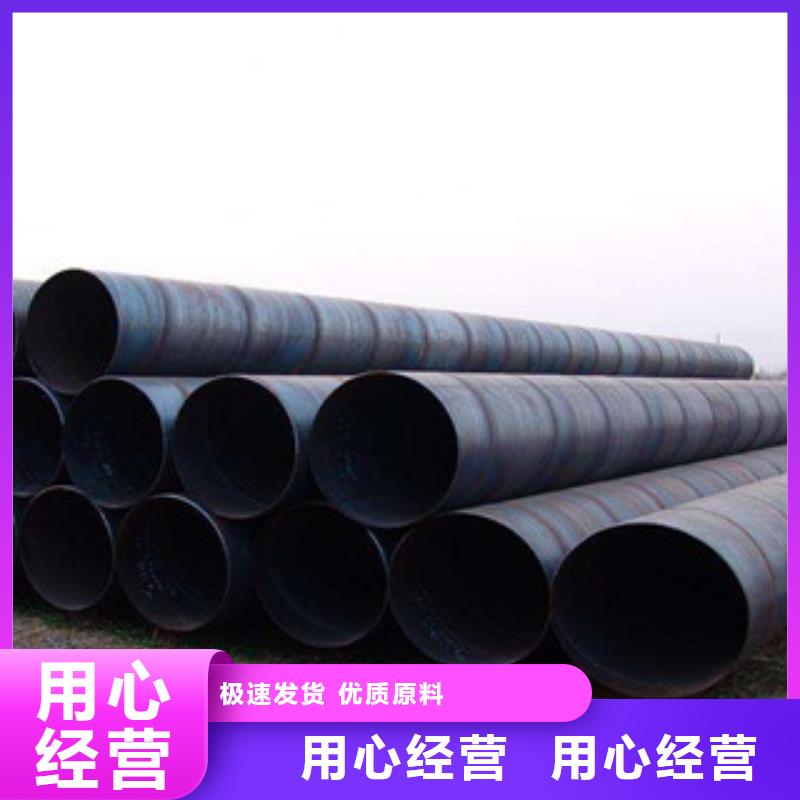
螺旋管生产工艺:
采用空气等离子切割机将钢管切成单根。切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。



钢兴钢管
有限公司【0317-3061555】在河北省唐山市本地专业从事螺旋管防腐钢管源头厂源头货,价格低,发货快,效果好 ([城市群])可送货上门。